
В настоящий момент существует несколько модификаций разнообразных сварочных аппаратов. Сварочные трансформаторы своими руками можно изготовить достаточно легко при наличии определенных навыков.
Наиболее популярными являются сварки трансформаторные, предназначенные для проведения контактного и дугового сваривания металлических конструкций. Популярность этого типа трансформаторов для сварки обусловлена несколькими причинами:
Помимо перечисленных преимуществ, использование этого типа аппаратов имеет целый ряд недостатков, основными среди них считаются следующие:
Для установки можно изготовить трансформатор собственными руками. Устройство представляет собой агрегат, повышающий силу тока с одновременным понижением его напряжения.
Разработаны разнообразные схемы сварочного трансформатора. Наибольшую популярность приобрел агрегат, оснащенный П-образной конфигурацией магнитного сердечника. При наличии П-образного магнитного сердечника намотка проволоки первичной и вторичной обмоток осуществляется достаточно просто. П-образные устройства легко подвергаются разборке при необходимости проведения ремонта. Для создания сварочного аппарата требуется знать принцип работы сварочного трансформатора.
![]()
Для того чтобы эксплуатировать аппарат в бытовых нуждах, требуется поставить такие катушки на сердечник, которые бы позволили сваривать металлические заготовки электродами, имеющими диаметр 3-4 мм. При создании агрегата требуется провести расчет сварочного трансформатора. При изготовлении агрегата для сварочного устройства нужно набрать магнитный сердечник. При сборке сердечника следует помнить, что поперечное сечение должно составлять минимум 25-35 см². Расчет сварочного трансформатора, в частности, необходимой площади поперечного сечения, проводят по формуле S=a*b, см².
После проведения расчета и изготовления сердечника выбирается провод для изготовления обмоток. При выборе электропроводника особое внимание уделяется его сечению и общей длине. Для изготовления катушки первичной обмотки лучше всего применять специальный обмоточный термостойкий провод, изготовленный из меди, покрытый х/б или стеклотканевым изоляционным материалом. Желательно, чтобы медный провод имел квадратное или прямоугольное сечение.
При наличии провода требуемого сечения и отсутствии требуемого изоляционного материала его можно изготовить собственными руками. Для этой цели готовится несколько узких полосок из х/б материала или стеклотканевых. Ширина полоски должна составлять 2 см. После изготовления полосок изоляционного материала им осуществляется обмотка медного провода. Обмотанный провод пропитывается электротехническим лаком.
Для того чтобы сварочный аппарат мог хорошо осуществлять сваривание металлических заготовок, нужно обеспечить нормальный уровень напряжения переменного тока без нагрузки. На холостом ходу этот параметр должен быть равен 60-65 В. При проведении сварочных работ напряжение должно быть в пределах 18-24 В в зависимости от диаметра электрода.
Вернуться к оглавлению
Изготовление самодельного сварочного трансформатора требуется начинать с проведения расчета всех технических параметров.
![]()
При подготовке к изготовлению трансформатора требуется рассчитать несколько технических параметров оборудования, от которых полностью зависит нормальная работа сварочной установки. Основными параметрами, требующими проведения расчетов, являются следующие:
При осуществлении расчетов в обязательном порядке требуется учитывать максимальную мощность, которую будет иметь сварочный агрегат. Например, при потребляемой мощности в 5 кВТ площадь поперечного сечения провода первичной обмотки должна составлять около 5 мм². При изготовлении обмотки лучшим вариантом будет, если площадь поперечного сечения составит 6-7 мм². При указанных параметрах потребляемой мощности первичной обмотки и поперечном ее сечении вторичная обмотка должна иметь поперечное сечение в 30 мм² (без учета изоляционного материала).
Перед проведением намотки катушек на сердечник требуется рассчитать не только количество витков, но и длину провода. Первичная обмотка должна иметь напряжение, которое является более низким, нежели в бытовой сети. Для того чтобы понизить напряжение на соответствующее значение, требуется рассчитать количество витков на 1 вольт напряжения для этой цели. Используется формула n=48/Sм, где Sм – площадь сечения сердечника, выраженная в квадратных сантиметрах.
При хорошем, качественном магнитопроводе n=0,9-1. Исходя из этого, общее количество витков катушки определяется в соответствии с формулой W1=U1/n, следовательно, при оптимальных показателях магнитопровода получается около 200-300 витков, в зависимости от поперечного сечения магнитопровода. В зависимости от количества витков выбирается длина медного провода. Показатели вторичной обмотки рассчитываются аналогичным образом.
Сварочные работы в домашних условиях давно стали обычным делом. Доступность аппаратов и расходных материалов, возможность недорого обучиться на курсах сварщиков, различные методички для получения самостоятельных навыков. Все эти факторы дают возможность сэкономить на оплате труда профессионального сварщика, и повысить оперативность работ.
Однако, если внимательно изучить рынок сварочных аппаратов, выясняются неприятные моменты:
Отсюда вывод: если необходимо высокое качество оборудования по доступной цене, придется сделать сварочный аппарат из доступных материалов своими руками.
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения - 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?

Любой из перечисленных аппаратов можно собрать самостоятельно. Проведем обзор технологий изготовления по моделям:
Сердце трансформатора - сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.

Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом - можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым - это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:

Оптимальный материал для корпуса - текстолит 10–15 мм.
Самодельный мощный сварочный трансформатор с точки зрения схемотехники - обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.

Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.

Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант - микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.

Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически - это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка - 500 витков 0.15 проволоки.

Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.

В качестве сварочных электродов можно использовать толстую швейную иглу.
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.

Конструктивно инвертор состоит из трех элементов:
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.

Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
Сегодня трудно себе представить возведение и создание различных металлических конструкций без применения сварочных трансформаторов. Высокая надежность соединений конструкций и простота выполнения работ позволила сварочному аппарату прочно занять свое место в арсенале любого строителя. Приобрести такой трансформатор можно в любом строительном магазине. Но не всегда заводская модель может соответствовать определенным запросам и требованиям. Поэтому многие стараются сделать трансформатор для сварки самостоятельно. Изготовление самодельного сварочного трансформатора проходит в несколько этапов, начиная с расчетов и заканчивая монтажом.
Для понимания всего процесса изготовления трансформатора для сварки своими руками необходимо разобраться в принципе его работы, который заключается в преобразовании напряжения 220 Вольт в более низкое напряжение до 80 Вольт. При этом сила тока возрастает с 1,5 Ампер до 160 - 200 Ампер, а в промышленных до 1000 Ампер. Эта зависимость для сварочного трансформатора еще называется понижающей вольтамперной характеристикой и является одной из основополагающих характеристик аппарата. Именно на основании этой зависимости построена вся конструкция сварочного трансформатора и выполняются все необходимые расчеты, а также созданы различные модели сварочных аппаратов.
С момента открытия явления электрической дуги и создания первого сварочного аппарата прошло более двухсот лет. В течение всего этого времени сварочный трансформатор и способы сварки совершенствовались. На сегодняшний день можно увидеть несколько различных конструкций сварочных аппаратов, различной сложности и принципа действия. Среди них наиболее популярными для изготовления своими руками являются сварочный трансформатор для контактной сварки и для дуговой.

Наибольшего распространения среди народных умельцев получили трансформаторы дуговой сварки. Причин такой популярности несколько. Во-первых, простая и надежная конструкция аппарата. Во-вторых, широкий диапазон применения. В-третьих, простота и мобильность. Но кроме описанных выше преимуществ, ручная дуговая сварка имеет ряд недостатков, среди которых основными являются низкий КПД и зависимость качества сварочного шва от навыка сварщика.
Ручная дуговая сварка чаще всего широко применяется для различных ремонтно-строительных работ, изготовления металлических конструкций и частей конструкций, сварки труб. С помощью дуговой сварки возможна как резка, так и сварка металла различной толщины.
![]()
Конструкция таких трансформаторов довольно проста. Аппарат состоит из самого трансформатора, регулятора силы тока, держателя для электродов и зажима массы. Отдельно стоит выделить центральный элемент - трансформатор. Его конструкция может быть нескольких видов, но наиболее популярными являются самодельные сварочные трансформаторы с тороидальным и П-образным магнитопроводом. Вокруг магнитопровода расположены две обмотки медного или алюминиевого провода - первичная и вторичная. В зависимости от рабочих характеристик изменяется толщина провода на обмотках, а также количество витков.

Этот вид сварки еще называют контактной, и сварочные трансформаторы контактной сварки несколько отличается от аппаратов дуговой сварки. Ключевое отличие заключается в способе сварки. Так если при дуговой сварке плавление происходит при помощи электрической дуги, возникающей между электродом и свариваемой поверхностью, то в контактной сварке выполняется точечный нагрев места сварки электричеством при помощи двух заточенных медных электродов и воздействием высокого давления для соединения. В результате металл заготовок в точке воздействия расплавляется и сливается.
Точечная сварка нашла широкое применение в автомобильной промышленности, в строительстве при создании каркаса из арматуры для ЖБ конструкций, сварки тонких листов из алюминия, нержавейки, меди и прочих металлов, требующих специальных условий для сварки.

Конструкция трансформаторов для точечной сварки также имеет определенные отличия. Во-первых, это касается отсутствия наплавляемых электродов. Вместо этого используются заостренные медные контакты, между которыми располагаются свариваемые элементы. Во-вторых, трансформаторы в таких аппаратах менее мощные и выполнены с П-образным сердечником. В-третьих, контактные сварочные аппараты имеют в своей конструкции набор конденсаторов, что для дуговой сварки совсем необязательно.
Но в независимости от того, планируете Вы делать трансформатор дуговой сварки или контактной, необходимо знать их рабочие характеристики. И понимать, за что отвечает каждая из них и как можно изменить ту или иную характеристику.

Работу сварочного трансформатора определяют его рабочие характеристики. Зная и понимая, за что отвечает та или иная характеристика, можно без особых проблем выполнить расчет сварочного трансформатора и собрать аппарат своими руками.
Эта характеристика указывает на напряжение сети, от которой будет запитан сварочный трансформатор. Чаще всего самодельные сварочные трансформаторы рассчитаны на напряжение в 220 В, но иногда это может быть и 380 В. При выполнении расчетов и создании схемы этот параметр является одним из основных.
Эта характеристика является основной для любого сварочного трансформатора. От величины номинального сварочного тока зависит возможность сварки и резки металлической заготовки. В самодельных и бытовых сварочных трансформаторах значение номинального тока не превышает 200 А. Но этого более чем достаточно, тем более что чем выше этот показатель, тем выше вес самого трансформатора. К примеру в промышленных сварочных трансформаторах сварочный ток может достигать 1000 А, а вес у таких аппаратов будет более 300 кг.
При сварке металла различной толщины необходима определенная сила тока иначе металл не расплавится. Для этого в конструкции сварочных трансформаторов предусмотрен регулятор. Чаще всего пределы регулировки устанавливаются исходя из потребности использования электродов определенного диаметра. Для самодельных сварочных аппаратов дуговой сварки пределы регулировки колеблются от 50 А до 200 А. Для сварочных трансформаторов контактной сварки пределы регулирования начинаются от 800 А до 1000 А и более.
Чтобы сварить металл различной толщины, используя один и тот же аппарат дуговой сварки, приходится регулировать номинальный сварочный ток, а также использовать электроды различного диаметра. Необходимо четко понимать, что для сварки тонкими электродами требуется низкая сила тока, а для более толстых - наоборот, большая. Тоже самое касается и толщины металла. В приведенной ниже таблице указаны сводные данные по диаметрам используемых электродов в зависимости от толщины металла и силы тока трансформатора.
Важно! Для трансформаторов контактной сварки диаметр электродов также важен. Но при этом используются два параметра - диаметр самого электрода и диаметр его конусовидной части.
Как мы уже знаем, сварочный трансформатор работает на понижение входящего напряжения до более низкого значения. Напряжения на выходе называется номинальным и не превышает 80 Вольт. Для сварочных трансформаторов дуговой сварки диапазон номинального напряжения находится в пределах 30 - 70 Вольт. Причем эта характеристика не регулируема и задается изначально. Трансформаторы для точечной сварки, в отличие от дуговых, имеют еще более низкое номинальное напряжение порядка 1,5 - 2 Вольта. Такие показатели вполне закономерны, учитывая связь между напряжением и силой тока. Чем выше должна быть сила тока, тем меньше напряжение.
Эта рабочая характеристика является одной из ключевых. Номинальный режим работы указывает на то, сколько времени можно работать беспрерывно и сколько необходимо давать ему остыть. У самодельных сварочных трансформаторов номинальный режим находится в переделах 30 %. То есть из 10 минут 3 можно варить беспрерывно и 7 минут оставлять на отдых.
По сути эти два показателя мало на что влияют. Но зная оба этих показателя, можно рассчитать КПД сварочного трансформатора. Чем меньше разница между потребляемой и выходной мощностью, тем лучше. Необходимо отметить, что при выполнении расчетов значение потребляемой мощности необходимо знать и учитывать.
Этот показатель важен для дуговых сварочных трансформаторов. Он отвечает за появление дуги. Чем выше этот показатель, тем легче можно вызвать сварочную дугу. Но напряжение холостого хода ограничено правилами безопасности и не должно превышать 80 Вольт.
Создавая трансформатор для сварки своими руками, не обойтись без его принципиальной схемы. По сути особых сложностей в этом нет, тем более что устройство самого трансформатора довольно простое. На приведенной ниже схеме изображен самый простой дуговой сварочный трансформатор.

Важно! Тем, кто плохо разбирается или совсем не разбирается в электрических схемах, следует вначале ознакомиться с ГОСТ 21.614 «Изображения условные графические электрооборудования и проводок в оригинале». И лишь затем переходить к созданию схемы для сварочного трансформатора.
С развитием электротехники и технологий схема сварочного трансформатора совершенствовалась. Сегодня в самодельных аппаратах для сварки можно увидеть диодные мосты и различные регуляторы силы сварочного тока. На приведенной ниже схеме дугового сварочного трансформатора видно, как интегрирован в неё диодный мост.

Важно! Наибольшую популярность среди самодельных дуговых сварочных трансформаторов имеет тороидальный. Такой аппарат обладает прекрасными рабочими характеристиками, которые на порядок выше, чем у трансформаторов с П-образным сердечником. Это касается в первую очередь высокого КПД и номинальной силы тока, что выгодно сказывается на общем весе аппарата.
В отличие от описанных выше, схема трансформатора для точечной сварки более сложная и может включать в себя конденсаторы, тиристоры и диоды. Такое наполнение позволяет более тонко регулировать силу тока, а также время контактной сварки. Примерную схему трансформатора для контактной сварки можно увидеть ниже.

Помимо приведенных схем сварочных аппаратов существуют и другие. Найти их не составит особого труда. Они размещены как в сети интернет, так и в различных журналах и книгах об электротехнике. Обзаведясь наиболее понравившейся схемой, можно приступать к расчетам и сборке сварочного трансформатора.
Как уже было описано, трансформатор состоит из сердечника и двух обмоток. Именно эти элементы конструкции отвечают за основные рабочие характеристики трансформатора для сварки. Зная заранее, какими должны быть номинальная сила тока, напряжение на первичной и вторичной обмотках, а также другие параметры, выполняется расчет для обмоток, сердечника и сечения провода.
При выполнении расчетов трансформатора для сварки за основу берутся следующие данные:
В качестве примера расчетов возьмем следующие параметры для сварочного трансформатора: напряжение сети U1=220 В, напряжение вторичной обмотки U2=60 В, номинальная сила тока 180 А, площадь сечения сердечника Sс=45 см2, площадь окна So=100 см2, плотность тока в обмотке 3 А.
P = 1,5*Sс*So = 1,5*45*100 = 6750 Вт или 6,75 кВт.
Важно! В данной формуле коэффициент 1,5 применим для трансформаторов с сердечником типа П, Ш. Для тороидальных трансформаторов этот коэффициент равен 1,9, а для сердечников типа ПЛ, ШЛ 1,7.
Важно! Также как и в первой формуле, коэффициент 50 использован для трансформаторов с сердечником типа П, Ш. Для тороидальных трансформаторов он будет равен 35, а для сердечников типа ПЛ, ШЛ 40.
Теперь выполняем расчет максимальной силы тока на первичной обмотке по формуле: Imax = P/U = 6750/220 = 30,7 А. Осталось на основании полученных данных выполнить расчет витков.
Для расчета витков используем формулу Wх =Uх*K. Для вторичной обмотки это будет W2 = U2*K = 60*1,11 = 67 витков. Для первичной расчет выполним чуть позже, так как там применяется другая формула. Довольно часто, особенно для тороидальных трансформаторов, выполняется расчет ступеней регулирования силы тока. Это делается для вывода провода на определенном витке. Выполняется расчет по следующей формуле: W1ст = (220*W2)/Uст.
Uст - выходное напряжение вторичной обмотки.
W2 - витки вторичной обмотки.
W1ст - витки первичной обмотки определенной ступени.
Но прежде необходимо рассчитать напряжение каждой ступени Uст. Для этого воспользуемся формулой U=P/I. К примеру нам необходимо сделать четыре ступени с регулировкой на 90 А, 100 А, 130 А и 160 А для нашего трансформатора мощностью 6750 Вт. Подставив данные в формулу, получим U1ст1=75 В, U1ст2=67,5 В, U1ст3=52 В, U1ст4=42,2 В.
Полученные значения подставляем в форму расчета витков для ступеней регулировки и получаем W1ст1=197 витков, W1ст2=219 витков, W1ст3=284 витка, W1ст4=350 витков. Добавив к максимальному значению полученных витков для 4-й ступени еще 5 %, получим реальное количество витков - 385 витков.
Напоследок рассчитываем сечение провода на первичной и вторичной обмотках. Для этого делим максимальный ток для каждой обмотки на плотность тока. В результате получим Sперв = 11 мм2 и Sвтор = 60 мм2.
Важно! Расчет трансформатора контактной сварки выполняется аналогичным образом. Но есть ряд существенных отличий. Дело в том, что номинальная сила тока вторичной обмотки для таких трансформаторов порядка 2000 - 5000 А для маломощных и до 150000 А для мощных. В дополнение для таких трансформаторов регулировка делается до 8 ступеней с использованием конденсаторов и диодного моста.
Имея на руках все расчеты и схему, можно приступать к сборке трансформатора. Все работы будут не столько сложными, сколько кропотливыми, так как придется считать количество витков и не сбиваться со счета. Несмотря на то, что наибольшей популярностью среди самодельных аппаратов пользуется тороидальный трансформатор для сварки, рассмотрим монтаж на примере трансформатора с П-образным сердечником. Этот тип трансформаторов несколько проще в сборке в отличие от тороидального и второй по популярности среди самоделок.

Работы начинаем с создания каркасов для обмоток . Для этого используем текстолитовые пластины. Этот материал применяется для создания штампованных плат. Из пластин вырезаем детали для двух коробов. Каждый короб будет состоять из двух верхних крышек с прорезями для четырех стенок. Площадь внутренних прорезей будет соответствовать площади сечения сердечника с небольшим увеличением для стенок короба. Пример того, как должны выглядеть части короба, можно увидеть на фото.

Собрав каркасы для обмоток, изолируем их термостойкой изоляцией . После чего начинаем мотать обмотки.


Провода для обмоток желательно брать с термостойкой стеклянной изоляцией. Это, конечно, будет несколько дороже в сравнении с обычной проводкой, но в результате не будет головной боли относительно возможного перегрева и пробоя в обмотках. После того как намотали один слой проводки, изолируем его и только после этого начинаем мотать следующий. Не забываем делать отводы на определенном числе мотков. В завершение создания обмоток наматываем слой верхней изоляции. На концах отводов закрепляем медные болты.
Важно! Прежде чем установить и закрепить болты на концах проводов, протягиваем последние сквозь дополнительные отверстия, прорезанные в верхней пластине каркаса из текстолита.


Теперь приступаем к сборке и шихтованию магнитопровода сварочного трансформатора . Для него используется железо, созданное специально для этого. Металл имеет определенные показатели магнитной индукции, и не подходящая марка может все испортить. Металлические пластины для сердечника можно снять со старых трансформаторов или купить по отдельности. Сами пластины имеют толщину около 1 мм, и сборка всего сердечника потребует лишь терпеливого соединения всех пластин в единое целое. По завершению следует проверить все обмотки тестером на предмет ошибок.

По завершению сборки трансформатора делаем диодный мост и устанавливаем регулятор силы тока. Для диодного моста используем диоды типа В200 или KBPC5010. Каждый диод рассчитан на 50 А, поэтому для сварочного трансформатора с номинальной силой тока в 180 А потребуется 4 таких диода. Все диоды закрепляются к алюминиевому радиатору и подключаются параллельно с дросселем отводам из обмоток. Осталось лишь собрать корпус и поместить туда сварочный трансформатор.
![]()
Хороший сварочный трансформатор своими руками может не получиться с первого раза. Причин тому множество, начиная с ошибок в расчетах и заканчивая отсутствием опыта сборки и монтажа электрооборудования. Но все приходит с опытом, и один-два раза перемотав обмотки трансформатора, можно получить желаемый результат.
Сварочный аппарат нельзя назвать инструментом первой необходимости дома, как например отвертку или молоток. Однако бывают ситуации, когда сварочный аппарат бывает действительно необходимым. В данном материале мы рассмотрим способ сборки простого сварочного аппарата в домашних условиях.
Предлагаем в первую очередь просмотреть видеоролик по изготовлению сварочного аппарата
Итак, нам понадобится:
- емкость для воды;
- соль;
- вода;
- две металлические пластины;
- провод с вилкой;
- два провода;
- сварочный электрод.
По утверждению автора самоделки , процесс создания отнимает всего 15 минут, так что давайте не терять время зря и перейти к изготовлению самодельного сварочного аппарата. Первым делом нам необходимо взять одну металлическую пластину и прикрутить к ней один из двух проводов.

Повторяем процесс со второй пластинкой и вторым проводом.
Следующим делом засыпаем в воду две столовых ложки соли и хорошенько размешиваем все.

В получившуюся смесь погружаем две пластинки и проводами, накрученными на них.

В целях безопасности металлические пластинки советуется закрепить прищепками.

Пластины фактически позволяют регулировать ток сварки. Как именно это работает? Чем глубже мы погружаем пластинки, тем больше получаем ток.

Один провод, идущий от одной из пластинок, мы должны подключить к фазу, а второй провод – к сварочному электроду.
Также берем нулевой провод и подсоединяем к предмету, который нам необходимо варить.

Возникает вполне логический вопрос – как можно определить, где фаза и где ноль, если по каким-то причинам дома нет специальных аппаратов по измерению. Есть старый верный способ: нужно всего лишь прикоснуться проводом до земли. Тот провод, который будет искрить при касании с землей, то и является фазовый.
Рисунок 1. Схема мостового выпрямителя для сварочного аппарата.
Сварочные аппараты бывают постоянного и переменного тока.
С.А. постоянного тока используются при сварке на малых токах тонколистового металла (кровельная сталь, автомобильная и т.д.). Сварочная дуга на постоянном токе более устойчива, возможна сварка на прямой и обратной полярности. На постоянном токе можно варить электродной проволокой без обмазки и электродами, предназначенными для сварки, как на постоянном токе, так и на переменном. Для придания устойчивости горения дуги на малых токах желательно иметь повышенное напряжение холостого хода Uxxсварочной обмотки (до 70 - 75 В). Для выпрямления переменного тока используются простейшие «мостовые» выпрямители на мощных диодах с радиаторами охлаждения (рис. 1).
Для сглаживания пульсаций напряжения один из выводов С.А. А подсоединяют к держателю электродов через дроссель L1, представляющий собой катушку из 10 - 15 витков медной шины сечением S = 35 мм 2, намотанной на любом сердечнике, например, от . Для выпрямления и плавного регулирования сварочного тока используются более сложные схемы с использованием мощных управляемых тиристоров. Одна из возможных схем на тиристорах типа Т161 (Т160) приведена в статье А.Чернова «И зарядит и приварит» (Моделист-конструктор, 1994, № 9). Преимущества регуляторов постоянного тока - в их универсальности. Диапазон изменения ими напряжений составляет 0,1-0,9 Uxx, что позволяет использовать их не только для плавной регулировки тока сварки, но и для зарядки аккумуляторных батарей, питания электронагревательных элементов и других целей.

Рисунок 2. Схема падающей внешней характеристики сварочного аппарата.
Рис. 1. Мостовой выпрямитель для сварочного аппарата. Показано подключение С.А. для сварки тонколистового металла на "обратной" полярности - "+" на электроде, "-" на свариваемой детали U2: - выходное переменное напряжение сварочного аппарата
Сварочные аппараты переменного тока применяются при сварке электродами, диаметр которых более 1,6 - 2 мм, а толщина свариваемых изделий - более 1,5 мм. При этом ток сварки значителен (десятки ампер) и дуга горит достаточно устойчиво. Используются электроды, предназначенные для сварки только на переменном токе. Для нормальной работы сварочного аппарата необходимо:
Устойчивое горение дуги возможно в том случае, если сварочный аппарат будет обладать падающей внешней характеристикой, которая определяет зависимость между силой тока и напряжением в сварочной цепи (рис. 2).
С.А. показывает, что для грубого (ступенчатого) перекрытия диапазона сварочных токов необходима коммутация как первичных обмоток, так и вторичных (что конструктивно более сложно из-за большого протекающего в ней тока). Кроме того, для плавного изменения тока сварки в пределах выбранного диапазона используются механические устройства перемещения обмоток. При удалении сварочной обмотки относительно сетевой увеличиваются магнитные потоки рассеивания, что приводит к снижению тока сварки.

Рисунок 3. Схема магнитопровода стержневого типа.
Конструируя любительский С.А., не следует стремиться к полному перекрытию диапазона сварочных токов. Целесообразно на первом этапе собрать сварочный аппарат для работы с электродами диаметром 2 - 4 мм, а на втором этапе, в случае необходимости работы на малых токах сварки, дополнить его отдельным выпрямительным устройством с плавным регулированием сварочного тока. Любительские сварочные аппараты должны удовлетворять ряду требований, основные из которых следующие: относительная компактность и небольшой вес; достаточная продолжительность работы (не менее 5 - 7 электродов dэ = 3 - 4 мм) от сети 220в.
Вес и габариты аппарата могут быть снижены благодаря уменьшению его мощности, а увеличение продолжительности работы - благодаря использованию стали с высокой магнитной проницаемостью и теплостойкой изоляции обмоточных проводов. Эти требования несложно выполнить, зная основы конструирования сварочных аппаратов и придерживаясь предлагаемой технологии их изготовления.
Рис. 2. Падающая внешняя характеристика сварочного аппарата: 1 - семейство характеристик для различных диапазонов сварки; Iсв2, Iсвз, Iсв4 - диапазоны токов сварки для электродов диаметром 2, 3 и 4 мм соответственно; Uxx- напряжение холостого хода СА. Iкз - ток короткого замыкания; Ucв -диапазон напряжений сварки (18 - 24 В).
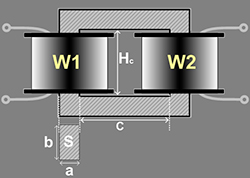
Рис. 3. Магнитопровод стержневого типа: а - пластины Г-образной формы; б - пластины П-образной формы; в - пластины из полос трансформаторной стали; S =axb- площадь поперечного сечения сердечника (керна), см 2 с, d- размеры окна, см.
Итак, выбор типа сердечника. Для изготовления сварочных аппаратов используют в основном магнитопроводы стержневого типа, поскольку в исполнении они более технологичны. Сердечник набирают из пластин электротехнической стали любой конфигурации толщиной 0,35- 0,55 мм, стянутых шпильками, изолированными от сердечника (рис. 3). При подборе сердечника необходимо учитывать размеры "окна", чтобы поместились обмотки сварочного аппарата, и площадь поперечного сечения сердечника (керна) S =axb, см 2 . Как показывает практика, не следует выбирать минимальные значения S = 25 - 35 см, поскольку сварочный аппарат не будет обладать требуемым запасом мощности и качественную сварку получить будет трудно. Да и перегрев сварочного аппарата после непродолжительной работы также неизбежен.

Рисунок 4. Схема магнитопровода тороидального типа.
Сечение сердечника должно составлять S = 45 - 55 см 2 . Сварочный аппарат будет несколько тяжелее, но не подведет! Все большее распространение получают любительские сварочные аппараты на сердечниках тороидального типа, которые обладают более высокими электротехническими характеристиками, примерно в 4 - 5 раз выше, чем у стержневого, а электропотери невелики. Трудозатраты на их изготовление более значительны и связаны в первую очередь с размещением обмоток на торе и сложностью самой намотки.
Однако при правильном подходе они дают хорошие результаты. Сердечники изготовляют из ленточного трансформаторного железа, свернутого в рулон в форме тора. Примером может служить сердечник из автотрансформатора «Латр» на 9 А. Для увеличения внутреннего диаметра тора («окна») с внутренней стороны отматывают часть стальной ленты и наматывают на внешнюю сторону сердечника. Но, как показывает практика, одного «Латра» недостаточно для изготовления качественного С.А. (мало сечение S). Даже после работы с 1 - 2 электродами диаметром 3 мм он перегревается. Возможно использование двух подобных сердечников по схеме, описанной в статье Б.Соколова «Сварочный малыш» (Сам, 1993, № 1), или изготовление одного сердечника путем перемотки двух (рис. 4).
Рис. 4. Магнитопровод тороидального типа: 1.2 - сердечник автотрансформатора до и после перемотки; 3 конструкция С.А. на базе двух тороидальных сердечников; W1 1 W1 2 - сетевые обмотки, включенные параллельно; W 2 - сварочная обмотка; S =axb- площадь поперечного сечения сердечника, см 2 , с, d- внутренний и внешний диаметры тора, см; 4 - электрическая схема С.А. на базе двух состыкованных тороидальных сердечников.
Особого внимания заслуживают любительские С.А., изготовленные на базе статоров асинхронных трехфазных электродвигателей большой мощности (более 10 кВт). Выбор сердечника определяется площадью поперечного сечения статора S. Штампованные пластины статора не в полной мере соответствуют параметрам электротехнической трансформаторной стали, поэтому уменьшать сечение S менее 40 - 45 см нецелесообразно.

Рисунок 5. Схема крепления выводов обмоток СА.
Статор освобождают от корпуса, удаляют из внутренних пазов статорные обмотки, срубают зубилом перемычки пазов, защищают внутреннюю поверхность напильником или абразивным кругом, скругляют острые кромки сердечника и обматывают его плотно, с перекрытием хлопчатобумажной изоляционной лентой. Сердечник готов для намотки обмоток.
Выбор обмоток. Для первичных (сетевых) обмоток лучше использовать специальный медный обмоточный провод в х.б. (стеклотканевой) изоляции. Удовлетворительной теплостойкостью обладают также провода в резиновой или резинотканевой изоляции. Непригодны для работы при повышенной температуре (а это уже закладывается в конструкцию любительского С.А.) провода в полихлорвиниловой (ПХВ) изоляции из-за возможного ее расплавления, вытекания из обмоток и их короткого замыкания. Поэтому полихлорвиниловую изоляцию с проводов необходимо либо снять и обмотать провода по всей длине х.б. изоляционной лентой, либо не снимать, а обмотать провод поверх изоляции. Возможен и другой проверенный на практике способ намотки. Но об этом ниже.
При подборе сечения обмоточных проводов с учетом специфики работы С.А. (периодический) допускаем плотность тока 5 А/мм 2 . При токе сварки 130 - 160 А (электрод dэ = 4 мм) мощность вторичной обмотки составит Р 2 =Iсв х 160x24 = 3,5 - 4 кВт, мощность первичной обмотки с учетом потерь составит порядка 5- 5,5 кВт, а следовательно, максимальный ток первичной обмотки может достигать 25 А. Следовательно, сечение провода первичной обмотки S 1 должно быть не менее 5 - 6 мм. На практике желательно использовать провод сечением 6 - 7 мм 2 . Либо это прямоугольная шина, либо медный обмоточный провод диаметром (без изоляции) 2,6 - 3мм. (Расчет по известной формуле S = пиR 2, где S- площадь круга, мм 2 пи = 3,1428; R- радиус круга, мм.) При недостаточном сечении одного провода возможна намотка в два. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6 - 1,7 раза. Можно ли уменьшить сечение провода сетевой обмотки? Да, можно. Но при этом С.А. потеряет требуемый запас мощности, будет нагреваться быстрее, да и рекомендуемое сечение керна S = 45 - 55 см в этом случае будет неоправданно велико. Число витков первичной обмотки W 1 определяется из следующего соотношения: W 1 = [(30 - 50):S] х U 1 где 30-50 - постоянный коэффициент; S- сечение керна, см 2 , W 1 = 240 витков с отводами от 165, 190 и 215 витков, т.е. через каждые 25 витков.

Рисунок 6. Схема способов намотки обмоток СА на сердечнике стержневого типа.
Большее количество отводов сетевой обмотки, как показывает практика, нецелесообразно. И вот почему. За счет уменьшения числа витков первичной обмотки увеличивается как мощность С.А., так и Uxx, что приводит к повышению напряжения горения дуги и ухудшению качества сварки. Следовательно, только изменением числа витков первичной обмотки добиться перекрытия диапазона сварочных токов без ухудшения качества сварки нельзя. Для этого необходимо предусмотреть переключение витков вторичной (сварочной) обмотки W 2.
Вторичная обмотка W 2 должна содержать 65 - 70 витков медной изолированной шины сечением не менее 25 мм (лучше сечением 35 мм). Вполне подойдет и гибкий многожильный провод (например, сварочный) и трехфазный силовой многожильный кабель. Главное, сечение силовой обмотки не должно быть меньше требуемого, а изоляция - теплостойкой и надежной. При недостаточном сечении провода возможна намотка в два и даже в три провода. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6 - 1,7 раза.
Рис. 5. Крепление выводов обмоток СА: 1 - корпус СА; 2 - шайбы; 3 - клеммный болт; 4 - гайка; 5 - медный наконечник с проводом.
Трудность приобретения переключателей на большие токи, да и практика показывают, что наиболее просто выводы сварочной обмотки завести через медные наконечники под клеммные болты диаметром 8 - 10 мм (рис. 5). Медные наконечники изготавливают из медных трубок подходящего диаметра длиной 25 - 30 мм и крепят на проводах опрессовкой и желательно пропайкой. Особо остановимся на порядке намотки обмоток. Общие правила:

Рисунок 7. Схема способов намотки обмоток СА на сердечнике тороидального типа.
Рассмотрим порядок расположения обмоток на магнитопроводе стержневого типа. Сетевую обмотку можно расположить двумя основными способами. Первый способ позволяет получить более «жесткий» режим сварки. Сетевая обмотка в этом случае состоит из двух одинаковых обмоток W 1 W 2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток сделаны отводы, которые попарно замыкаются (рис. 6а,в).
Второй способ предусматривает намотку первичной (сетевой) обмотки на одной из сторон сердечника (рис. 6 в,г). В этом случае СА обладает крутопадающей характеристикой, варит «мягко», длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки. После намотки первичной обмотки СА необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4 - 6А) и желательно амперметр переменного тока. Если предохранитель сгорает или сильно греется, то это явный признак короткозамкнутого витка. Следовательно, первичную обмотку придется перемотать, обратив особое внимание на качество изоляции.
Рис. 6. Способы намотки обмоток СА на сердечнике стержневого типа: а - сетевая обмотка на двух сторонах сердечника; б - соответствующая ей вторичная (сварочная) обмотка, включенная встречно-параллельно; в - сетевая обмотка на одной стороне сердечника; г - соответствующая ей вторичная обмотка, включенная последовательно.
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2 - 3 А, то это означает, что число первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный СА потребляет ток холостого хода не более 1 - 1,5 А, не греется и гудит не сильно. Вторичную обмотку СА всегда наматывают на двух сторонах сердечника. Для первого способа намотки вторичная обмотка также состоит из двух одинаковых половин, включенных для повышения устойчивости горения дуги (рис. 6) встречно-параллельно, а сечение провода можно взять несколько меньше - 15 - 20 мм 2 .

Рисунок 8. Схема подключения измерительных приборов.
Для второго способа намотки основная сварочная обмотка W 2 1 наматывается на свободной от обмоток стороне сердечника и составляет 60 - 65% от общего числа витков вторичной обмотки. Она служит в основном для поджига дуги, а во время сварки, за счет резкого увеличения магнитного потока рассеивания, напряжение на ней падает на 80 - 90%. Дополнительная сварочная обмотка W 2 2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20 - 25% относительно напряжения холостого хода. После изготовления С.А необходимо провести его настройку и проверку качества сварки электродами различного диаметра. Процесс настройки заключается в следующем. Для измерения сварочного тока и напряжения необходимо приобрести два электроизмерительных прибора - амперметр переменного тока на 180- 200 А и вольтметр переменного тока на 70 - 80в.
Рис. 7. Способы намотки обмоток СА на сердечнике тороидального типа: 1.2 - равномерная и секционная намотка обмоток соответственно: а - сетевая б - силовая.
Схема их подключения показана на рис. 8. При сварке различными электродами снимают значения тока сварки - Iсв и напряжения сварки Uсв, которые должны быть в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае либо переключением первичной и вторичной обмоток устанавливают требуемые значения, либо перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки. После сварки можно сделать разлом или распиливание кромок свариваемых изделий, и сразу станет ясно качество сварки: глубина провара и толщина наплавленного слоя металла. По результатам измерений полезно составить таблицу.
![]()
Рисунок 9. Схема измерителей напряжения и тока сварки и конструкция трансформатора тока.
Исходя из данных таблицы, выбирают оптимальные режимы сварки для электродов различного диаметра, помня о том, что при сварке электродами, например, диаметром 3 мм, электродами диаметром 2 мм можно резать, т.к. ток резки больше сварочного на 30 -25%. Трудность покупки измерительных приборов, рекомендованных выше, заставила автора при бегнуть к изготовлению измерительной схемы (рис. 9) на базе наиболее распространенного миллиамперметра постоянного тока на 1-10 мА. Она состоит из измерителей напряжения и тока, собранных по мостовой схеме.
Рис. 9. Принципиальная схема измерителей напряжения и тока сварки и конструкция трансформатора тока.
Измеритель напряжения подключают к выходной (сварочной) обмотке С.А. Настройку осуществляют с помощью любого тестера, которым контролируют выходное напряжение сварки. С помощью переменного сопротивления R.3 стрелку прибора устанавливают на конечное деление шкалы при максимальном значении UxxШкала измерителя напряжения достаточно линейна. Для большей точности можно снять две - три контрольные точки и проградуировать измерительный прибор на измерение напряжений.
Более сложно настроить измеритель тока, поскольку он подключается к самостоятельно изготовленному трансформатору тока. Последний представляет собой сердечник тороидального типа с двумя обмотками. Размеры сердечника (внешний диаметр 35-40 мм) принципиального значения не имеют, главное, чтобы уместились обмотки. Материал сердечника - трансформаторная сталь, пермаллой или феррит. Вторичная обмотка состоит из 600 - 700 витков медного изолированного провода марки ПЭЛ, ПЭВ, лучше ПЭЛШО диаметром 0,2 - 0,25 мм и подключена к измерителю тока. Первичная обмотка - это силовой провод, проходящий внутри кольца и подключаемый к клемному болту (рис. 9). Настройка измерителя тока заключается в следующем. К силовой (сварочной) обмотке С.А. подключают калиброванное сопротивление из толстой нихромовой проволоки на 1 - 2 сек (сильно греется) и измеряют напряжение на выходе С.А. По определяют ток, протекающий в сварочной обмотке. Например, при подключении Rн = 0,2ом Uвых = 30в.

Отмечают точку на шкале прибора. Трех - четырех измерений с различными R H достаточно, чтобы откалибровать измеритель тока. После калибровки приборы устанавливают на корпус С.А, пользуясь общепринятыми рекомендациями. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают С.А. на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение. Несколько слов о контактно-точечной сварке. К конструированию С.А. данного типа предъявляется ряд специфических требований:
![]()
Особый класс любительских С.А. представляют аппараты, изготовленные на базе промышленных осветительных и других трансформаторов (2-3 фазных) на выходное напряжение 36в и мощностью не менее 2,5-3 кВт. Но прежде чем браться за переделку, необходимо измерить сечение керна, которое должно быть не менее 25 см, и диаметры первичной и вторичной обмоток. Вам сразу станет ясно, чего можно ждать от переделки данного трансформатора.
И в заключение несколько технологических советов.
Подключение сварочного аппарата к сети должно производиться проводом сечением 6-7 мм через автомат на ток 25- 50 А, например АП-50. Диаметр электрода в зависимости от толщины свариваемого металла можно выбрать, исходя из следующего соотношения: da= (1-1,5)L, где L- толщина свариваемого металла, мм.
Длина дуги выбирается в зависимости от диаметра электрода и в среднем равна 0,5-1,1 d3. Рекомендуется выполнять сварку короткой дугой 2-3 мм, напряжение которой равно 18-24 В. Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгиванию, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
![]()
При сварке на прямой полярности плюс(анод) подсоединяют к детали и минус (катод) - к электроду. Если необходимо, чтобы на детали выделялось меньшее количество тепла, например, при сварке тонколистовых конструкций, применяют сварку на обратной полярности (рис. 1). В этом случае минус (катод) присоединяют к свариваемой детали, а плюс(анод) - к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла.
Сварочные провода присоединяют к СА через медные наконечники под клеммные болты с наружной стороны корпуса сварочного аппарата. Плохие контактные соединения снижают мощностные характеристики СА, ухудшают качество сварки и могут вызвать их перегрев и даже возгорание проводов. При небольшой длине сварочных проводов (4-6 м) сечение их должно быть не менее 25 мм. При выполнении сварочных работ необходимо соблюдать правила пожарной и электробезопасности при работе с электроприборами.
Сварочные работы следует вести в специальной маске с защитным стеклом марки С5 (на токи до 150-160 А) и рукавицах. Все переключения СА выполнять только после отключения сварочного аппарата от сети.









