Az öngyártás legegyszerűbb kialakítása hegesztőgéppel rendelkezik, amely az érintkezés vagy a munka elvén alapul. Ezenkívül a mikrohullámú sütővel végzett ilyen hegesztés a legolcsóbb technológia, nemcsak a szükséges ismeretek, hanem a cél elérésének költségei szempontjából is.
A kontaktpontos hegesztés módszer a hengerelt fémlemezek vagy a különböző darab termékek szerkezeteihez való hegesztés: csavarok, alátétek, szegecsek és így tovább. A kontakthegesztés ezen technológiája a legszélesebb körben alkalmazható az olyan iparágakban, mint az autóipar, a repülőgépek és a műszerek gyártása.
A helyszíni hegesztőgép birtoklása számos előnnyel és további funkcióval rendelkezik, nevezetesen:
A kontaktpontos hegesztés fő előnye, hogy megtanulhatod magadnak dolgozni, csak alapvető ismeretekkel. Ehhez egy kicsit kell gyakorolnod, és nagy teljesítményt érhetsz el egy ilyen eszközön dolgozva, a fogyóeszközök és a villamos energia viszonylag alacsony költségével.
A különböző fémek termikus csatlakoztatására szolgáló elektromos áramot használó hegesztőgépek fő összetevője egy erőátalakító, ha nem veszi figyelembe a modern elektronikus inverterhegesztő berendezéseket. Ezen túlmenően a jövőbeli hegesztési transzformátornak nagy transzformációs aránynak kell lennie ahhoz, hogy nagy hegesztőáramokat hozzon létre.
A pin-point elektromos hegesztés folyamata a Lenz-Joule-törvényen alapul, amely szerint a vezetőn átáramló elektromos áram olyan hőmennyiséget eredményez, amely megegyezik az elektromos áram erősségének négyzetével, és ennek a vezetőnek egy időegységre eső ellenállásával.
Q = I ** 2 x R x t.
Ez azt jelenti, hogy például egy 1000 amper árammal egy kis érintkezési területen nagy mennyiségű hőenergia szabadul fel. Az elektromos áram áthaladásának időtartamától függően először a hőenergia elegendő az olvadó alumínium lemezek érintkezési területének megolvasztásához, és hosszú távú érintkezéskor - az acéllemez egy pontra történő olvadásához.
Innen a gyártás egyik legjobb jelöltje egy régi törött mikrohullámú sütőből vett erő transzformátor lesz. Általában a mikrohullámú sütőből származó ilyen fokozatos transzformátorok teljesítménye 700 watt és 1,5 kilowatt között mozog, ami elég.
Ne feledje, hogy hegesztési transzformátorként bármilyen, körülbelül 1 kW teljesítményű teljesítménytranszformátort használhatunk, de véleményünk szerint a legkényelmesebb a mikrohullámú sütő feszültségátalakítója, könnyebb újra megjavítani.
Először is ehhez szükségünk van egy minimális eszközökre és eszközökre, amelyeket bármely háztartás talán:
Tehát folytatjuk:
Fontos! Semmilyen körülmények között sem károsíthatja az elsődleges tekercset, hanem a jövőbeli hegesztő transzformátor fő eleme. Nem távolítható el a magból.
Ezt a rézvezetéket a transzformátorunk acélmagjának központi mágneses magjára tekerjük, hogy két vagy három teljes fordulattal rendelkezzünk. Ezenkívül úgy kell megtörténnie, hogy a mágneses mag forgása a rézvezető közepe legyen, és a fennmaradó végek megközelítőleg hosszúak.
Természetesen lehetőség van a mágneses áramkör ezen részeinek hegesztésére, ugyanakkor szükség van a transzformátor tekercsek megbízható megvédésére az olvadt fém vagy szikrák által okozott esetleges károsodások ellen.
A transzformátort védődobozban kell lefedni, amelyben a természetes hűtéshez szellőzőnyílásokat kell felszerelni.
más  az érintkezőt mozgathatóvá kell tenni úgy, hogy az egyenletesen összekapcsolódjon a helyhez kötött, de nem működő állapotban, normál esetben nyitott legyen. Ehhez a második érintkező kialakítását karral rögzítjük, amely az alapra rögzítve van, és rugalmas rugós gumiszalaggal vagy acél rugóval van ellátva. A karon rögzítjük a hegesztési érintkező konzolját, amelyhez a második, a hegesztési transzformátor másodlagos tekercsének maradék vezetékét csatlakoztatjuk.
az érintkezőt mozgathatóvá kell tenni úgy, hogy az egyenletesen összekapcsolódjon a helyhez kötött, de nem működő állapotban, normál esetben nyitott legyen. Ehhez a második érintkező kialakítását karral rögzítjük, amely az alapra rögzítve van, és rugalmas rugós gumiszalaggal vagy acél rugóval van ellátva. A karon rögzítjük a hegesztési érintkező konzolját, amelyhez a második, a hegesztési transzformátor másodlagos tekercsének maradék vezetékét csatlakoztatjuk.
A hegesztési érintkezők legegyszerűbbek egy 10-20 mm átmérőjű rézrúd készítéséhez, így a végén kúp alakú pontok állnak rendelkezésre. Természetesen speciálisan a volfrám ellenálló hegesztőpálcákhoz tervezett vagy cirkónium-bronz ötvözetekből álló bórlítium-bronzötvözetekre használhatja.
A hegesztési folyamat automatizálásához kapcsolót kell készítenie. A legjobb megoldás ezekre a célokra az úgynevezett mikrik vagy push típusú kapcsoló, amit a mikrohullámú sütőből is lehet venni, az ajtónyitó blokkoló körben lesz.
A mikrokapcsoló úgy van beállítva, hogy megszakítsa az elsődleges tekercset, azaz a 220 V-os hálózatot, és a legkényelmesebb az elrendezése a mozgó érintkező karjára rögzítve.
Figyelem! A hegesztőgépünk 220 V-os elektromos áramkörének minden érintkezőjét és kioldott részét óvatosan szigetelni kell PVC szalaggal.
Az ellenállási ponthegesztés tervezésének egyik lehetőségét saját kezűleg gyártottuk. Bár ugyanolyan könnyű a mikrohullámú sütő ugyanazon teljesítmény transzformátora alapján, más rendszereket is készíthet, beleértve a karosszéria hegesztési munkáját az autóban. Ehhez a helyhez kötött nyomásérintkezők helyett hosszúkás, rugalmas, 50 mm átmérőjű keresztmetszetű réz szigetelésű huzalt használunk, de minden hegesztőelektródon már legalább 2 méter hosszú.
Az egyik érintkező tömeg lesz, és egy nagy érintkezővel rendelkező réz-terminál formájában lesz. A második elektróda közvetlenül hegeszti, és erős tartószerkezettel ellátott fémrúd formájában készül, amelynek végén egy speciális hegyes réz érintkezést hoznak létre az egyszerű ponthegesztéshez.
De a gyártás során, ami nem az ipari formatervezésnél rosszabb, az elektromos áramkör szabályozásához és a hegesztési impulzus kialakulásához szükséges lesz, és a teljes testjavítási munkálatokhoz kellően elkölteni kell a különböző alkatrészeket és fogyóeszközöket.
Ha Önnek saját tapasztalata van saját gyártású ellenálláshegesztő gépek gyártásában és használatában, akkor ossza meg ezt a megjegyzések blokkban.
És mi van a hegesztéssel? Vasya bácsi Vasya minden alkalommal? De Németországban a nagybátyja neve nem Vasya, és nem vesz alkoholt, hanem pénzt. Vásároljon egy kész hegesztő transzformátort? Lehetséges, de néhány száz euró, majd évente egyszer? Nem ... Meg kell csinálni magad. De hogy teljesen lehúzzon, vasat gyűjtsön ... Ezzel az egyedül gondolva minden vágy eltűnik. Továbbra is átalakítani kell valami kész és olcsó.
Egy ideig elkezdtem a mikrohullámú sütőkből származó erőátalakítók felhalmozódását. Valójában összegyűjtöttem őket erőteljesen (2 ... 3 kW). De a PA-nak két transzformátora van. És páratlan marad, hogy várjon, amíg van egy pár számukra. Az értelmiség törvénye szerint sok pár nem. És ezeknek a különböző méretű transzformátoroknak köszönhetően sokan felhalmozódtak, és felmerült a kérdés: mit csináljanak velük? Kiderült, hogy hegesztő transzformátort lehet készíteni.
A hegesztési transzformátor (ST) elkészítéséhez 3 mm-es átmérőjű elektródákkal (azaz a maximális 80A-ívárammal) működő mikrohullámú sütőkből (UHF) három teljesítmény transzformátorra van szükség. Nem feltétlenül ugyanaz, és nem feltétlenül a hatalmas kályhákból. Még a legkisebbek is a 700 W-os kimenőteljesítményű kályhákból indulnak. Ez egy 700 W-os mikrohullámú teljesítmény. És a legjobb, ha a magnetron hatékonysága nem haladja meg a 70% -ot, ezért a mikrohullámú frekvenciaáram, még a legkisebb tűzhelyről is, több mint 1 kW-ot ad le. Egy másik kérdés az, hogy mi nem folyamatosan: a kemence működési ideje nem haladhatja meg a 30 percet, majd a transzformátor hűtésére vonatkozó kötelező szünetet.
Tehát egy mikrohullámú tápellátó rendszer 1 kW-t tud adni (ha a kemence erőteljes, 900W, akkor akár 1,4 kW). És az ív megégetéséhez szükség van egy 40 V-os feszültségre. Ez (80A áramnál) három-négy kilowatt teljesítményre van szükség. Ebből logikusan következik, hogy három UHF rendszert kell befogadnunk. De újra kell dolgozniuk.
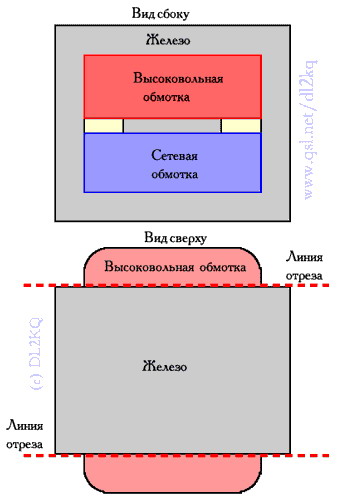
1. Először minden egyes UHF rendszer esetében el kell távolítani a nagyfeszültségű tekercset és a magnetron szálcsévélését (a vastag huzal több fordulata) (ez a nagyfeszültség felett vagy annak közelében van). Általában a TFT az ábrán látható módon van kialakítva. Nagyfeszültségű tekercs (+ filamentum), elválasztva az elsődleges mágneses shuntsektől (a vasalatcsomagok az ablakban a hálózat és a másodlagos tekercsek között sárgaek az ábrán). A tekercsek közötti távolság néhány milliméter.
A legegyszerűbb módja a nagyfeszültségű tekercs eltávolítása, ha a mikrohullámú tápellátó rendszert egy helyben tartja (hegesztett, nincs semmi rossz az egyidejűleg) és egy fémfűrész, amely levágta a magtól kiálló félrészt. A vágott vonalak piros pontozott vonalakkal jelennek meg a kép alján. Annak érdekében, hogy ne sérüljön meg a hálózati tekercselés, ideiglenesen helyezzen el egy nagyfeszültségű műanyag lapot a fűrészáru és a fűrészelt nagyfeszültségű lemez között.
Ezután fordítsa el a transzformátort az ablak felfelé egy megfelelő acélrúddal, és húzza ki az ablakokban maradt nagyfeszültségű tekercselést. Az UHF jól elárasztott, így az eljárás nagyon nehéz, és erőteljes fújást igényel. De ne vigyük túlzásba - ne emeljék egyszerre a mágneses shuntsot.
Ügyeljen arra is, hogy ne sértse meg a hálózat kanyarodását - sok UHSS rendszerben alumíniumhuzallal van tekercselve, és nagyon nehéz lesz kijavítani a károkat.
2. Az első szakasz után három UHF rendszer lesz, másodlagos tekercs nélkül. El kell dobniuk. Általában ez egy fordulat / volt (terhelés alatt) UHRT-ben, de 0,8 és 1,1 fordulat is van. Az Ön feladata, hogy 13 ... 18 fordulatot húzjon egy drótból (10 ... 20 négyzetméternyi keresztmetszet) egy üres másodlagos tekercselő ablakba. Ez a feladat nem könnyű - az ablak kis méretű, 14,18 mm széles és 28 ... 35 mm magasságban (legalábbis az összes UHF rendszer ablakai, amelyeken találkoztam, ezeken a határokon belül voltak).
Egy kettős szálú vezetéket használtam, amely erős hangszórók basszus erősítővel való összekapcsolására szolgál. Mindkét vezetéket párhuzamosan csatlakoztattuk, a teljes keresztmetszet 2 x 8 = 16mm 2 volt. Három darab 5 méteres darab volt. Ez a vezeték jó, mert közelebb van a gumiabroncshoz a szakaszban (mindkét vénával párhuzamosan csatlakoztatva), ami leegyszerűsíti a tekercset. Ráadásul vékony szigeteléssel (sűrű velünk bármi - a feszültség alacsony), és formázható. Ez azt jelenti, hogy a fóliát helyezzük, majd nyomjuk le és simítsuk le a huzalot egy lapos acéllemezzel, hogy az üregek szorosan kitöltve legyenek. Ez fontos - az ablakban kevés hely van, és meg kell rázni az utolsó réteget, ami emlékeztet az erős kifejezésekre. A huzal felületének olajjal történő kenése segít enyhíteni ezt a puzzle-t (az utolsó réteget húzva, nem pedig a kifejezések visszahívására).
Használhat egy buszot, vagy bármilyen megfelelő vezetéket. A huzal kiválasztását nem annyira határozza meg, hogy meg lehet kapni, hanem azt a tényt is, hogy a szükséges számú alkalommal a mag ablakán keresztül lehet nyomni.
Ha nagyon különböző méretű transzformátorok vannak a teljesítményhez, akkor több kevésbé forduljon egy kevésbé erőteljesével, mint egy erősebbé, hogy minden transzformátort a képességei szerint betöltsön.
3. A második szakasz után három transzformátorral lesz ellátva, amelyek másodlagos tekercseléssel 13 ... 18 V / 80 A (alapjárati feszültség esetén a feszültség 25,30% -kal magasabb). Ahhoz, hogy CT-t kapjunk, csak a három transzformátort megfelelő csomagolásba helyezzük, és párhuzamosan csatlakoztassuk a hálózati tekercseket, a másodlagos tekercseket pedig sorozatosan (természetesen a fázist figyelve).
Valójában készen áll a hegesztő transzformátor. Csak néhány árnyalat maradt.
Az első, a BSCT hálózati tekercselése oly módon történik, hogy a transzformátor vas telítettséggel működik. Ezért van egy UHFR üresjárati áramja (terhelés nélkül a másodlagos tekercsen) 2 ... 3,5A tartományban. Ezért még a fél órában üresjáratban a mag vasa nagyon erősen felmelegszik (60 ... 70 fok).
Ezért a túlmelegedés megakadályozása érdekében a CT-t be kell kapcsolni az elsődleges tekercsek mentén, hogy megakadályozzuk a hosszan tartó üresjáratot. A három transzformátor mindegyikénél ventilátor is szükséges.
Telepítettem egy további kis (több wattos) hagyományos transzformátort, amely állandóan csatlakozik a hálózathoz. A másodlagos tekercs három ventilátort táplál, három erős transzformátort fúj (ha 220V-os ventilátorral rendelkezik, akkor nincs szükség további transzformátorra).
A hegesztéshez való bekapcsolást úgy végezzük, hogy 220V-ot alkalmazunk három nagy teljesítményű transzformátorra. Ez az alábbiak: benne és fél órában a szokásos módon főzhet. Ezután 30 percig szünetet kell tartania, míg a ventilátorok hűtik a transzformátorokat.
A második figyelmeztetés - a transzformátorokkal együtt - szükség van egy 16 ... 20 A áramú megszakítóra.
A 16A nem elég ahhoz, hogy 2 mm-nél vastagabb elektródokkal dolgozzon, de nem minden hálózat képes ellenállni 20 A-nak - orientáljon a feltételekhez.
Az üresjáraton az elektródák feszültsége elérheti a 60… 70 V-ot. Valószínűleg nem fog megölni, de rendkívül fájdalmas lehet. A forró fém és a mérleg cseppjei komoly lyukakat éghetnek fel - kesztyű és védőruha szükséges. A maszk nélküli munka 100% -a károsítja a látást (ultraibolya!). Ha nincs tapasztalata a hegesztésben, ne tanuljon véletlenszerűen. Jobb felkérni valakit, aki tudja, hogy tanítson. Olcsóbb költségek. Minden értelemben.
ILO. Mikrohullámú sütő Tranformer. Nagy vas transzformátor a mikrohullámú sütőből. Talán a legmagasabb feszültségforrás a magas feszültséget kedvelők között. Ez egy vas párhuzamos rúd, amelynek mérete körülbelül 8x10x10 centiméter (a méretek modellenként változóak). A hozzávetőleges kimeneti feszültség 2000-2200 volt. Teljesítmény - körülbelül 500-800 watt. A régi, halott mikrohullámok belsejében, a piacokon, a mikrohullámok javítására szolgáló szolgáltatásokban és sok helyen máshol. Gyakran ez a vágy a kezdőknek KhVshnikov (ez lenne az, ami a vágy lenne). Sok szórakozásra alkalmas, az ívek kezdetétől (ololo! Elektromos ív! Nézd, nézd!) A kis tekercsek tápellátására, különösen, ha pár vagy akár három, vagy töltött impulzusos kondenzátor elemeket használ.


A Mot család egy tipikus képviselője nem nagyon hasznos egyedül (kivéve a házi készítésű mikrohullámú szovjet motyokat - nagy, kemény dolgokat, enyhén lekerekített vasral, amelyek sokkal erősebbek és megbízhatóbbak, mint a kínai szemetet). Figyelembe véve, hogy mindkét mancsát megragadva könnyedén küldhet egy sípot erre a fényre (eléggé becsapja őt erre), ez nem a legjobb játék a kezdőknek. De az elemi biztonsági szabályok betartásával egyszerű és kellemes megijesztés lesz a vendégek számára. Mindenesetre, hadd emlékeztessem önöket: egy normál kínai mottának három terminálja van, terminálok és két vastag piros vezeték formájában. A vörös vezetékek (a tekercsek középen, az elsődleges és a másodlagos között vannak) merészen harapnak: ez a magnetron hője, és céljainkhoz nem kell semmit. Azok a következtetések, amelyek az alsó részen egymás mellett helyezkednek el, a hálózati tekercselés, az, amely kitűnően elszigeteli (néha egy vezetéket is lehet forrasztani, mint a felső képen) egy forró vég. A nagyfeszültségű tekercs második végét vasra ültetik, így a motor működése közben is jobb, ha nem érinti a motort. Az ívek indításához a legjobb, ha egy dielektromos pálcát használunk, csavarral a távoli végén, a huzal, amelyről a mota forró csapja van csatlakoztatva.
Röviden, a motort az aljzatba ragasztjuk, és boldogan kezd villogni. A tétlen fogyasztásuk általában túlzott, és akár három amper is lehet. És ha húz egy ívet belőle, akkor az áram biztonságosan áthaladhat a 10A skálán, vagyis az ötszáz watt méretű transzformátor akár két kilowattot is fogyaszt. Természetesen ilyen erőteljes erővel a motor hőt nagyon gyorsan és gyorsan felmelegíti, ezért jelentősen meg kell szakítani az ív áramlását.

A Mota-nak a transzformátor vastagsága között a tekercsek között körülbelül 0,5x1,8 cm-es keresztmetszetű vaslemezek vannak. Ezek korlátozzák a tekercsek áramát, megakadályozva, hogy a transzformátor túlmelegedjen az intézkedés felett. Ha egy csavarhúzóval óvatosan felveszi őket (kalapáccsal kell dolgozni), ne sértse meg a tekercset!), A mota teljesítménye jelentősen megnő, de a fűtés is növekszik.
A mota-tól kicsi lehet. Azonban a munka alacsony feszültsége miatt a kezdeti résnek nagyon kicsinek kell lennie, ezért azt javaslom, hogy legalább hat-nyolc milliméterre emeljem, és gyertya láng segítségével alulról tüzet adjunk a lépcsőn.

Az ívplazma kiválóan színezett a megfelelő elemek sói miatt: bór-bárium - zöldek, stroncium - vörös, nátrium - sárga. Ezen túlmenően az ugyanabban a nátriumban lévő ionok jelenléte az ívben jelentősen növeli annak maximális hosszát. Könnyű meggyőződni róla, miután megpróbáltam egy ívet sóval megnedvesített ronggyal rajzolni.
Az ívek keretei közül válogathat, melyből mots és plazma található.